
Polycarbonate is available in a wide range of viscosities for blow molding, extrusion, and injection molding applications. A melt flow rate (MFR) test using an extrusion plastometer is an excellent way to determine the viscosity of polycarbonate. Below are typical melt flow rate ranges based on ASTM D1238 (condition 300/1.2):
- Blow molding grades (eg. 5 gallon water bottles) MFR =2-4 grams/10 minutes
- Extrusion grades (eg. sheet for signs, profiles) MFR =6-8 grams/10 minutes
- Injection molding (eg. lenses, housing, brackets) MFR=10-24 grams/10 minutes
As polycarbonate viscosity decreases (ie. MFR increases) polymer chains get shorter with less entanglement. As a result, as melt flow rates increase polycarbonate impact resistance decreases. It is critically important when using recycled polycarbonate to control the viscosity to ensure the part will fill without sacrificing impact resistance. AGS Technology assures this level of control using the following techniques:
- Using a proprietary, predictive MFR algorithm, AGS targets specific melt flow rate ranges appropriate for each injection molded part.
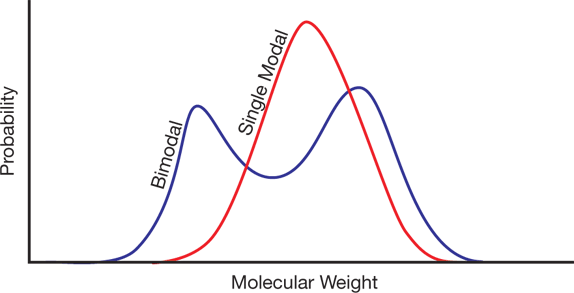
- AGS formulations control and specify proportions of blow molding, extrusion, and injection molding grades of PC regrind to ensure a robust, single modal molecular weight distribution for consistent material performance. AGS has found bimodal polycarbonate distributions have the potential to result in impact performance related failures.
- For some very high flow PC products or where cold temperature impact properties are required AGS Technology incorporates a virgin impact modifier to enhance and ensure toughness.
{kind=link}